產(chǎn)品[
數(shù)控折彎機(jī) 電液伺服數(shù)控折彎機(jī)
]資料
如果您對該產(chǎn)品感興趣的話,可以

產(chǎn)品名稱:
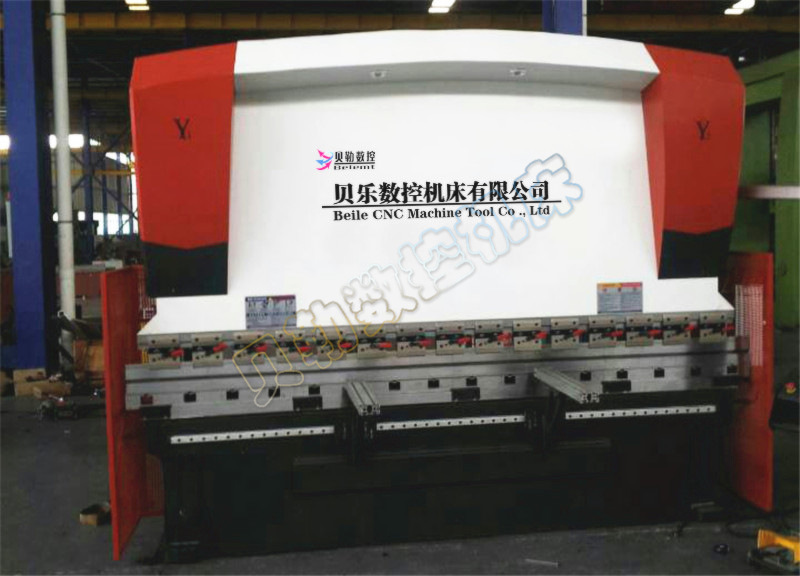
數(shù)控折彎機(jī) 電液伺服數(shù)控折彎機(jī)
產(chǎn)品型號:
WD67K-1030
產(chǎn)品廠商:
貝勒數(shù)控
簡單介紹
數(shù)控折彎機(jī) 電液伺服數(shù)控折彎機(jī) 下傳動數(shù)控折彎機(jī)規(guī)格型號
每天開機(jī)應(yīng)當(dāng)**機(jī)床和模具上的異物,和金屬碎屑.檢查模具安裝是否牢固.電器開關(guān),電纜線,各緊固件是不正常,有沒有松動.在進(jìn)行機(jī)床保養(yǎng)或擦機(jī)前,應(yīng)將上模對準(zhǔn)下模后放下關(guān)機(jī)����,直至工作完畢.南通液壓折彎機(jī)-江蘇液壓折彎機(jī)如需進(jìn)行開機(jī)或其它操作,應(yīng)將模式選擇在手動���,并確保**�。
數(shù)控折彎機(jī) 電液伺服數(shù)控折彎機(jī)的詳細(xì)介紹

數(shù)控折彎機(jī) 電液伺服數(shù)控折彎機(jī) 下傳動數(shù)控折彎機(jī)
數(shù)控折彎機(jī) 電液伺服數(shù)控折彎機(jī) 下傳動數(shù)控折彎機(jī)


數(shù)控折彎機(jī) 電液伺服數(shù)控折彎機(jī) 下傳動數(shù)控折彎機(jī)

數(shù)控折彎機(jī) 電液伺服數(shù)控折彎機(jī) 下傳動數(shù)控折彎機(jī)






數(shù)控折彎機(jī) 電液伺服數(shù)控折彎機(jī) 下傳動數(shù)控折彎機(jī)基本操作說明
1����、基本操作方法:數(shù)控折彎機(jī) 電液伺服數(shù)控折彎機(jī) 下傳動數(shù)控折彎機(jī)
1.1、首先是接通電源�,在控制面板上打開鑰匙開關(guān)�,再按油泵啟動,這樣你就聽到油泵的轉(zhuǎn)動聲音了���。(此時(shí)機(jī)器不動作)
1.2���、行程調(diào)節(jié)�,液壓折彎機(jī)使用必須要注意調(diào)節(jié)行程��,在折彎前一定要試車�����。南通液壓折彎機(jī)-江蘇液壓折彎機(jī)上模下行至*底部時(shí)必須保證有一個(gè)板厚的間隙��。南通液壓折彎機(jī)-江蘇液壓折彎機(jī)否則會對模具和機(jī)器造成損壞����。行程的調(diào)節(jié)也是有電動快速調(diào)整和手動胃調(diào)。
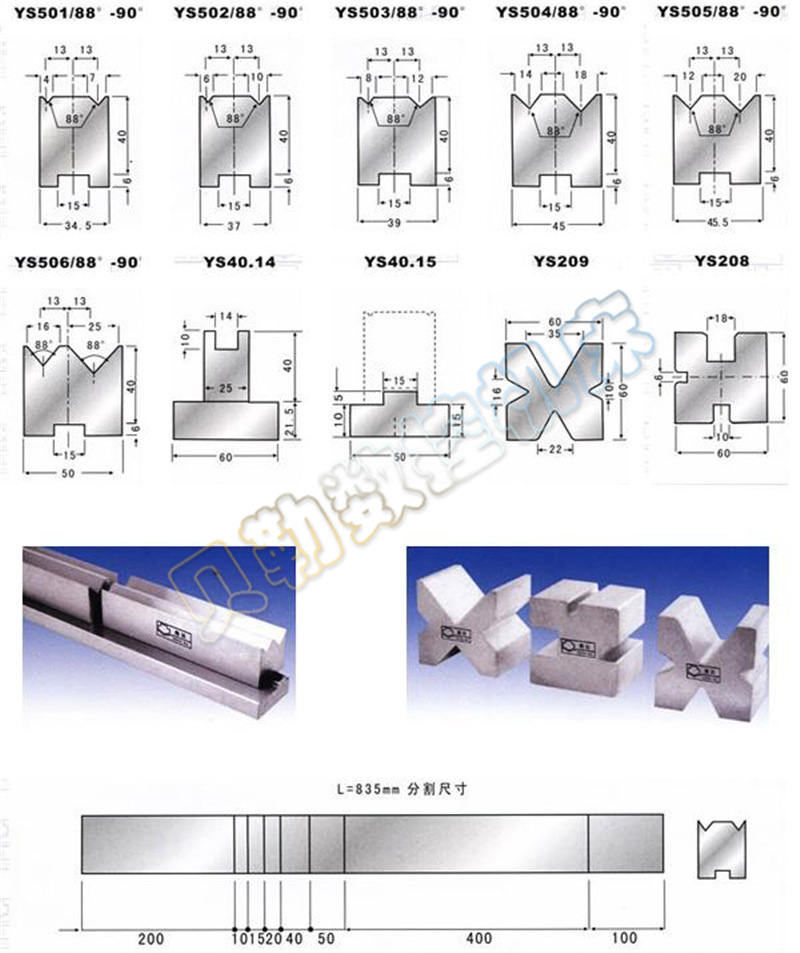
1.3�����、折彎槽口選擇�,一般要選擇板厚的8倍寬度的槽口。南通液壓折彎機(jī)-江蘇液壓折彎機(jī)如折彎4mm的板料���,需選擇32左右的槽口���。
1.4����、后擋料調(diào)整一般都有電動快速調(diào)整和手動微調(diào)��,方法同液壓剪板機(jī)�����。
1.5����、踩下腳踏開關(guān)開始折彎,液壓折彎機(jī)與液壓剪板機(jī)不同����,可以隨時(shí)松開,松開腳液壓折彎機(jī)便停下����,在踩繼續(xù)下行。
2,**操作規(guī)程數(shù)控折彎機(jī) 電液伺服數(shù)控折彎機(jī) 下傳動數(shù)控折彎機(jī)
2.1.嚴(yán)格遵守機(jī)床工**操作規(guī)程���,按規(guī)定穿戴好勞動防護(hù)用品。
2.2.南通液壓折彎機(jī)-江蘇液壓折彎機(jī)啟動前須認(rèn)真檢查電機(jī)���、開關(guān)����、線路和接地是否正常和牢固,檢查設(shè)備各操縱部位�、按鈕是滯在正確位置。
2.3.檢查上下模的重合度和堅(jiān)固性�;檢查各定位裝置是否符合被加工的要求。
2.4.在上滑板和各定位軸均未在原點(diǎn)的狀態(tài)時(shí)���,運(yùn)行回原點(diǎn)程序�����。
2.5.設(shè)備啟動后空運(yùn)轉(zhuǎn)1—2分鐘��,上滑板滿行程運(yùn)動2—3次���,如發(fā)現(xiàn)有不正常聲音或有故障時(shí)應(yīng)立即停車,將故障排除����,一切正常后方可工作。
2.6.工作時(shí)應(yīng)由1人統(tǒng)一指揮���,使操作人員與送料壓制人員密切配合����,確保配合人員均在**位置方準(zhǔn)發(fā)出折彎信號。數(shù)控折彎機(jī) 電液伺服數(shù)控折彎機(jī) 下傳動數(shù)控折彎機(jī)
2.7.南通液壓折彎機(jī)-江蘇液壓折彎機(jī)板料折彎時(shí)必須壓實(shí)�����,以防在折彎時(shí)板料翹起傷人��。
2.8.調(diào)板料壓模時(shí)必須切斷電源���,停止運(yùn)轉(zhuǎn)后進(jìn)行�����。
2.9.在改變可變下模的開口時(shí)���,不允許有任何料與下模接觸。
2.10.機(jī)床工作時(shí)�,機(jī)床后部不允許站人。
2.11.嚴(yán)禁單獨(dú)在一端處壓折板料�����。
2.12.運(yùn)轉(zhuǎn)時(shí)發(fā)現(xiàn)工件或模具不正,應(yīng)停車校正����,嚴(yán)禁運(yùn)轉(zhuǎn)中用手校正以防傷手�。
2.13.禁止折超厚的鐵板或淬過火的鋼板、**合金鋼��、方鋼和超過板料液壓折彎機(jī)性能的板料��,以免損壞機(jī)床���。數(shù)控折彎機(jī) 電液伺服數(shù)控折彎機(jī) 下傳動數(shù)控折彎機(jī)
2.14.經(jīng)常檢查上�、下模具的重合度��;壓力表的指示是否符合規(guī)定��。
2.15.發(fā)生異常立即停機(jī)�����,檢查原因并及時(shí)排除�。數(shù)控折彎機(jī) 電液伺服數(shù)控折彎機(jī) 下傳動數(shù)控折彎機(jī)
2.16.關(guān)機(jī)前,要在兩側(cè)油缸下方的下模上放置木塊將上滑板下降到木塊上�。
2.17.先退出控制系統(tǒng)程序�,后切斷電源�。數(shù)控折彎機(jī) 電液伺服數(shù)控折彎機(jī) 下傳動數(shù)控折彎機(jī)
3,液壓折彎機(jī)的維護(hù)與保養(yǎng):
每天開機(jī)應(yīng)當(dāng)**機(jī)床和模具上的異物,和金屬碎屑.檢查模具安裝是否牢固.電器開關(guān),電纜線,各緊固件是不正常,有沒有松動.在進(jìn)行機(jī)床保養(yǎng)或擦機(jī)前,應(yīng)將上模對準(zhǔn)下模后放下關(guān)機(jī)����,直至工作完畢.南通液壓折彎機(jī)-江蘇液壓折彎機(jī)如需進(jìn)行開機(jī)或其它操作,應(yīng)將模式選擇在手動�,并確保**。
|
規(guī)格型號
|
公稱力
|
工作臺長度
|
喉口深度
|
滑塊行程
|
行程次數(shù)
|
主電機(jī)功率
|
|
KN
|
mm
|
mm
|
mm
|
m×min-1
|
kw
|
|
WC67K-63T×3200液壓數(shù)顯板料折彎機(jī)
|
630
|
3200
|
250
|
100
|
10
|
5.5
|
上等機(jī)械產(chǎn)品 數(shù)控折彎機(jī) 電液伺服數(shù)控折彎機(jī) 下傳動數(shù)控折彎機(jī) 中國貝樂制造
1��、本公司本著“對產(chǎn)品細(xì)心��,讓客戶放心”的“雙心”指導(dǎo)理念��,為新老客戶提供質(zhì)上等的機(jī)械產(chǎn)品和
優(yōu)良的售后服務(wù)��,****��,誠信**����,歡迎廣大客戶來電垂詢!
2��、我們對產(chǎn)品的態(tài)度是:“從不盡力而為,只會全力以赴”�����!
制造上等產(chǎn)品 提供優(yōu)良服務(wù)數(shù)控折彎機(jī) 電液伺服數(shù)控折彎機(jī) 下傳動數(shù)控折彎機(jī)

- 溫馨提示:為規(guī)避購買風(fēng)險(xiǎn)���,建議您在購買前務(wù)必確認(rèn)供應(yīng)商資質(zhì)與產(chǎn)品質(zhì)量。
- 免責(zé)申明:以上內(nèi)容為注冊會員自行發(fā)布���,若信息的真實(shí)性��、合法性存在爭議����,平臺將會監(jiān)督協(xié)助處理�,歡迎舉報(bào)
數(shù)控折彎機(jī) 電液伺服數(shù)控折彎機(jī)
的相關(guān)產(chǎn)品